Crafco Bridge Joint Sealing
The Crafco Matrix 502 Asphaltic Plug Bridge Joint System is a hot-applied field-molded and constructed expansion joint system that is primarily composed of a uniquely formulated polymer modified asphalt binder that is mixed with specially selected and processed aggregate.
The Matrix 502 Joint provides a watertight, smooth riding joint that can accommodate up to ± 1 inch (25 mm) of annual joint movement, can be used for expansion gaps up to 6 inches (15 cm) wide, and can be installed in joints with up to a 45 degree skew. The joint is installed in cutouts in the deck surfacing that are a minimum of 2 inches (5 cm) deep, up to a maximum of 8 inches (20 cm) deep and at a standard width of 20 inches (51cm).
Maximum joint width is 24 inches (61 cm). The Matrix 502 Joint can be used for both expansion and fixed end joints at abutments or piers in many bridge types including concrete slab, concrete beam, pre-stressed concrete and steel beam, either simple or multi-span, in both new construction or rehabilitation projects. The joint is placed in the deck surfacing layer of either asphalt concrete or portland cement concrete to a minimum depth of 2 inches (5cm).
Completed joints are black in color. The Matrix 502 Joint can also be used as a pressure relief joint on bridge approach slabs.
Compared to conventional anchored bridge joint systems, Matrix 502 Joints are low cost, quick and easy to install and easy to maintain.
The Matrix 502 Asphaltic Plug Bridge Joint System meets requirements of ASTM D6297, “Standard Specification for Crafco Bridge Joint Sealing”
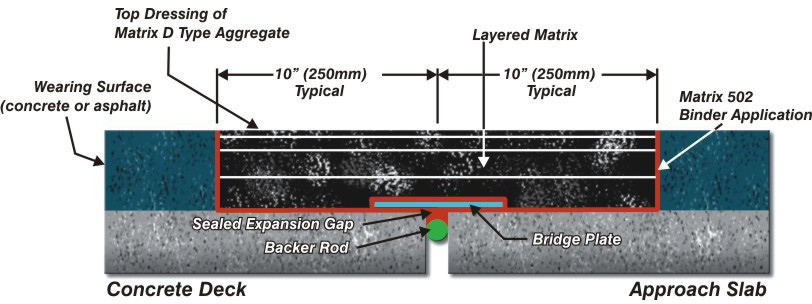
Crafco Matrix 502 Asphaltic Plug Bridge Components
The Crafco Bridge Joint Sealing System is primarily composed of Matrix Binder and two grades of aggregate.
Additional components include backer rod, bridging plates and locating pins. Details and specifications for these components follow.
MATRIX BINDERS, Part Nos. 34528, and 34529
Matrix Binders are specially formulated hot-applied polymer modified asphalt products that are mixed with aggregate forming a bonded, flexible, extensible, compressible and traffic resistant joint system.
Matrix Binder is provided in 2 grades. Matrix 502 (Part No.34528) is the standard grade used in cool to moderate climates, that meets the polymer modified asphalt requirements of ASTM D6297. Matrix 502 HD (Part No. 34529) is a stiffer formulation for hotter climates and high traffic areas.